|
Технологические процессы
|
|
ГОЛОВНЫЕ КОРПУСА
Совмещенные процессы обжима, раздачи,
набора утолщений |
|
|
Материалы: |
алюминиевые сплавы 1201; АМг6; 1911 |
|
Основные размеры: |
диаметр
- 300…500 мм; толщина стенки - 10…15 мм; высота до 1000 мм |
|
Схемы обработки |
Основные операции:
1. Подготовка заготовок (очистка, травление,
покрытие).
2. Нагрев в оснастке ( ). ).
3. Прессовая обработка при ступенчатой деформации
обжима и набора утолщений в заданном режиме (пресс гидравлический модели
П313).
Технико-экономическая
эффективность:
1. Повышение прочности за счет ликвидации клепки,
механической обработки, сварки на 25%.
2. Повышение точности изделий в 2 раза.
3. Снижение трудоемкости изготовления деталей на 30%.
А.С. №1349845;
А.С. №1223559;
А.С. №1019731 |
|
1. Обжим
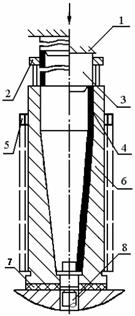
1 – траверса; 2 – кольцо направляющее; 3 –
пуансон;
4 – деталь; 5 – индуктор одновитковый; 6 – матрица;
7 - плиты асбоцементные;
8 – выталкиватель. |
2. Раздача
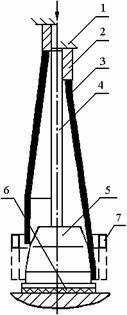
1 – траверса; 2 – толкатель; 3 – деталь; 4 –
стойка; 5 – пуансон; 6 – плиты асбоцементные; 7 - индуктор одновитковый. |
3. Набор утолщений
при обжиме
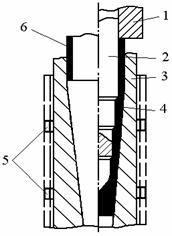
1 – траверса; 2 – пуансон;
3 – матрица; 4 – деталь; 5 - индуктор одновитковый; 6 - заготовка. |
ГОЛОВНЫЕ КОРПУСА
алюминиевые сплавы 1201,
АМг6, 1911
|
КОРПУСА ОТСЕКОВ И ДНИЩ
Газоформовка и диффузионная сварка
вафельных конструкций
|
|
Материалы: |
алюминиевые сплавы
1911; АМг6; титановые сплавы ВТ14; ВТ6С |
|
Основные размеры: |
диаметр 1000…2000 мм;
толщина стенки 1…3 мм; высота 500…1200 мм. |
|
Схемы обработки обечайки корпуса |
Основные операции:
1. Подготовка заготовок (обезжирование и
травление).
2. Травление разрядом в вакууме.
3. Вакуумное нанесение меди толщиной
0,05 мм.
4. Нагрев в вакууме (в оснастке)
( мм
рт.ст.; мм
рт.ст.;
 (для
алюминиевых сплавов), (для
алюминиевых сплавов),   (для
титановых сплавов)). (для
титановых сплавов)).
5. Формовка газом (или давлением пресса)
(давление до 1…2 атм.)
6. Калибровка – соединение (5…7 атм.)
Технико-экономическая эффективность:
1. Создание новой конструкции с
повышенной на 30% удельной прочностью.
2. Сокращение объема сварки плавлением и
ликвидация пайки.
3. Сокращение трудоемкости изготовления
в 2…3 раза. |
|
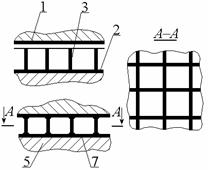
1. Формовка и соединение газом |
2. Соединение жестким
штампом |
|
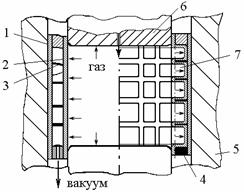
1, 2 - наружная и внутренняя оболочки;
3 - вафельные вставки;
4 - уплотнитель; 5 - штамп;
6 - пуансон; 7 - изделие |
(сварка давлением в вакууме)
|
|
А.С. №1446789; А.С. №1522586; А.С.
№1745469; А.С. №1759583 |
Основные размеры: диаметр – 1000…2000 мм; высота –
500…1200 мм; толщина стенки – 1…3 мм.
ОБОЛОЧКИ ИЗ КОМПОЗИТОВ
(корпуса, головные отсеки крылатых ракет)
|
Материалы: |
стекло и
углепластики. |
|
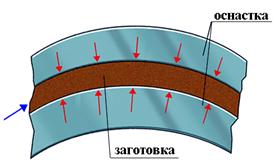
Схема обработки |
Основные операции и
режимы:
1. Подготовка пакета исходных материалов. Установка в
оснастку.
2. Сушка при
 С
за 4ч. в вакууме. С
за 4ч. в вакууме.
3. Выдержка под давлением 25 атм.
4. Нагрев до
 С
и термообработка. С
и термообработка.
5. Пропитка в вакууме под давлением 20 атм.
6. Термообработка при
 С
за 3ч. С
за 3ч.
7. Удаление изделия. Контроль.
Технико-экономическая
эффективность:
1. Обеспечение возможности изготовления изделия с
заданными тактико-технические характеристиками.
2. Снижение полетного веса изделия на 30%.
Место внедрения:
ФГУП «НПО машиностроения, ФГУП ПО «Стрела» (г.
Оренбург). |
|
Блок-схема установки
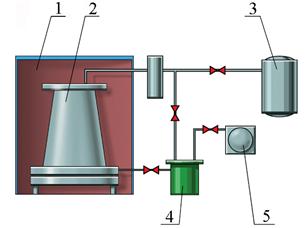
1 - печь; 2 - пресс-форма (матрица,
пуансон); 3 - вакуумный насос; 4 - бачок со связующим; 5 - компрессор |
|
Изделие |
|
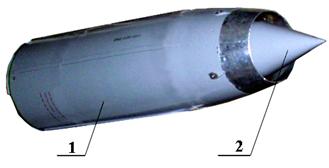

корпус
1 - корпус; 2 - обтекатель |
|