|
ИЗГОТОВЛЕНИЕ КОРПУСА КОСМИЧЕСКОГО
АППАРАТА НОВОГО ПОКОЛЕНИЯ «КЛИПЕР» |
|
 |

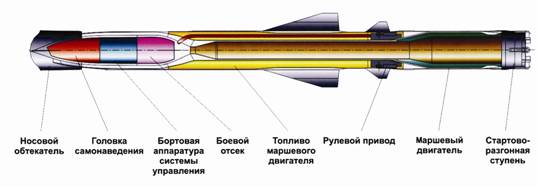
КОМПОНОВКА РАКЕТЫ
Товары потребления
|
ЭКОЛОГИЧЕСКИЕ ПОСТЫ МОНИТОРИНГА
ОКРУЖАЮЩЕЙ СРЕДЫ |
|
 |
 |
|
при изготовлении использованы технологии
и оборудование от производства ракетно-космической техники |
|
ПРОТЕЗНО-ОРТОПЕДИЧЕСКИЕ ИЗДЕЛИЯ
|
|
 |
|
Модули коленные |
|
ПРОТЕЗНО-ОРТОПЕДИЧЕСКИЕ ИЗДЕЛИЯ
РКК «ЭНЕРГИЯ» им. С.П. Королева |
|
 |
|
 |
 |
|
Эндокорректоры для лечения сколиоза |
Эндоаппарат для восстановления тазобедренного сустава |
|
 |
Аппарат Илизарова
для верхних и нижних конечностей |
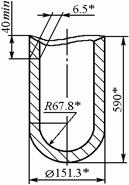
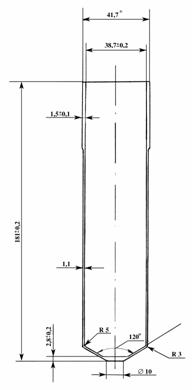
Технологический процесс изготовления заготовок под
закатку горловины баллонов
БГ-7,3-30-30.001 из стали 12Х3ГНМФБА+08Х13
|
Перечень операций |
Эскизы полуфабрикатов |
|
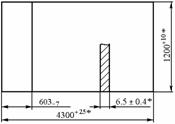
1. Определение на листе стороны с
плакирующим слоем |
Лист
 |
|
2. Отрезка
(Ножницы «Н481А») |
|
|
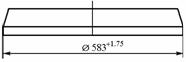
3. Вырубка кружка
(Пресс «Ферракут» силой 8000 кН)
4. Маркирование номера плавки
5. Обезжиривание
6. Контроль сплошности плакирующего слоя |
|
|
7. Механическая обработка
8. Контроль
9. Чистка химическая
10. Чистка поверхности
11. Контроль качества поверхности кружков
12. Зачистка
13. Контроль толщины листа в местах
зачистки
14. Отжиг рекристаллизационный смягчающий
15. Травление, фосфатирование, омыливание |
 |
|
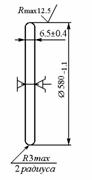
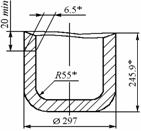
16. Вытяжка первая
(Пресс «Польте» силой 8000 кН)
17. Обезжиривание
18. Зачистка
19. Отжиг рекристаллизационный смягчающий
20. Травление, фосфатирование без
омыливания
21. Нанесение на внутреннюю и наружную
поверхности заготовки смазку «Препарат коллоидно-графитовый водный ПСВ» |
Максимальная косина – 5
мм
Максимальная
разностенность – 0,4 мм
* Размеры для справок |
|
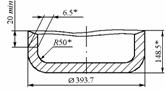
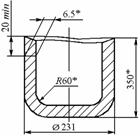
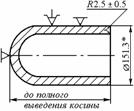
22. Вытяжка вторая
(Пресс «Польте» силой 8000 кН)
23. Контроль
24. Обезжиривание
25. Зачистка
26. Отжиг рекристаллизационный смягчающий
27. Травление, фосфатирование без
омыливание
28. Нанесение на внутреннюю и наружную
поверхности заготовки смазку «Препарат коллоидно-графитовый водный ПСВ» |
Максимальная косина – 7
мм
Максимальная
разностенность – 0,4 мм
* Размеры для справок |
|
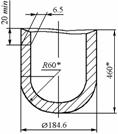
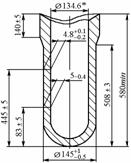
29. Вытяжка третья
(Пресс «Польте» силой 4000 кН)
30. Контроль
31. Обезжиривание
32. Зачистка
33. Отжиг рекристаллизационный смягчающий
34. Травление, фосфатирование без
омыливания
35. Нанесение на внутреннюю и наружную
поверхности заготовки смазку «Препарат коллоидно-графитовый водный ПСВ» |
Максимальная косина – 10
мм
Максимальная
разностенность – 0,4 мм
* Размеры для справок |
|
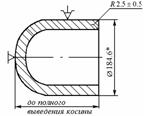
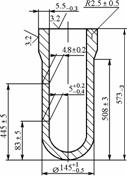
36. Вытяжка четвертая
(Пресс «Польте», силой 8000 кН)
37. Контроль
38. Обезжиривание
39. Зачистка
40. Отжиг рекристаллизационный смягчающий |
Максимальная косина – 14 мм
Максимальная разностенность – 0,4 мм
* Размеры для справок |
|
41. Механическая обработка
42. Протирка
43. Травление, фосфатирование без
омыливания
44. Нанесение на внутреннюю и наружную
поверхности заготовки смазку «Препарат коллоидно-графитовый водный ПСВ» |
 |
|
45. Вытяжка пятая
(Пресс «Блисс» силой 2000 кН)
46. Контроль
47. Обезжиривание
48. Зачистка
49. Отжиг рекристаллизационный смягчающий |
Максимальная косина – 7 мм
Максимальная разностенность – 0,4 мм
* Размеры для справок |
|
50. Механическая обработка
51. Протирка
52. Травление, фосфатирование без
омыливания
53. Нанесение на внутреннюю и наружную
поверхности заготовки смазку «Препарат коллоидно-графитовый водный ПСВ» |
|
|
54. Вытяжка с утонением с ограничением
(Пресс «П-7836» силой 4000 кН)
55. Контроль
56. Калибровка утолщенной части
(Пресс «Блисс» силой 2000 кН)
57. Контроль
58. Обезжиривание
59. Отжиг рекристаллизационный смягчающий
60. Чистка химическая |
* Размеры для справок |
|
61. Механическая обработка
62. Обезжиривание
63. Контроль
64. Зачистка
65. Контроль
66. Дробеструйная обработка |
* Размеры для справок |
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
МЕТОДАМИ ГЛУБОКОЙ ВЫТЯЖКИ
|
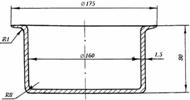
Деталь «Корпус» СВЧ антенн
(алюминиевый сплав АМцМ)
|
Деталь «Корпус»
 |
Антенна
 |
|
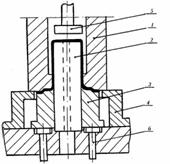
Штамп для вырубки и вытяжки на прессе
двойного действия
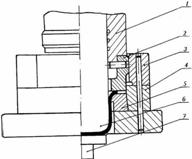
1 – державка; 2 – вырубной пуансон; 3 –
направляющее кольцо; 4 – матрица для вырубки; 5 – тороидальная матрица
для вытяжки; 6 – пуансон вытяжки; 7 – нижний выталкиватель |
Штамп для калибровки и обрезки
1 - матрица для калибровки и обрезки; 2 -
пуансон; 3 - пуансон для обрезки – калибровки; 4 - ограждающее кольцо; 5
- верхний выталкиватель; 6 - нижний выталкиватель |
Преимущества технологии:
- повышение производительности
изготовления детали на 50%;
-
уменьшение массы готовой детали на 20% за счет деформационного
упрочнения материала;
- снижение трудоемкости изготовления на
20…25%;
- уменьшение себестоимость готовой
детали - до 15%.
Место внедрения:
|
|
Деталь «Корпус» дорожного
электронагревателя (алюминиевый сплав АД1)
|
Деталь «Свисток» дорожного
электронагревателя (алюминиевый сплав АД1)
|
Дорожный электронагреватель
ДЭН-1,0-0,3-24

|
|
Изготовленный «Корпус» дорожного
электронагревателя
 |
Изготовленный «Свисток» дорожного
электронагревателя
 |
Преимущества технологии:
-
применение комбинированной вытяжки для
изготовления этих деталей позволило уменьшить число штамповочных и
вспомогательных операций с 7 до 2;
- повышение производительности
изготовления детали более чем в 2 раза;
- снижение расхода на изготовление
штамповой оснастки и уменьшение себестоимость изготовления более чем на
20%.
Место внедрения:
ОАО «Тулремстанок» (г. Тула). |
Типоразмеры амортизаторов
|
Геометрические характеристики |
Типоразмер |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
Диаметр рабочего
цилиндра, мм |
22 (30) |
30 (40) |
40 (52) |
52 (70) |
70 (100) |
100 (150) |
|
|
Ход поршня короткоходных
амортизаторов, мм |
75…100 |
75…125 |
100…150 |
125…175 |
150…200 |
175…225 |
|
|
Ход поршня длинноходных
амортизаторов, мм |
150…200 |
175…225 |
200…300 |
250…350 |
300…400 |
325…450 |
|
|
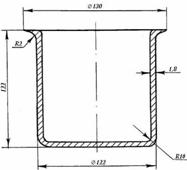
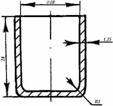
Конструкция корпуса амортизатора
(сталь 08 кп) |
Заготовка и изготовленный корпус
амортизатора |
|