|
|
ДИФФУЗИОННАЯ СВАРКА И ФОРМООБРАЗОВАНИЕ
СТРИНГЕРНЫХ КОНСТРУКЦИЙ |
|
|
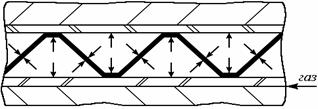
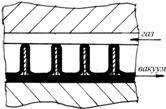
Схемы обработки
1. Диффузионная сварка давлением пресса
2. Газоформовка
3. Калибровка
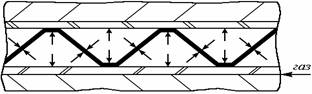
1 – 2 – наружная и внутренняя оболочки; 3 – гофровый
заполнитель; 4 – штамп |
Основные операции:
1. Подготовка заготовок.
2. Нагрев и вакуумирование в оснастке.
3. Диффузионная сварка в пакете заготовок
(давление – 5…7 МПа, время – 30 мин).
4. Газоформовка.
5. Калибровка.
6. Выдержка под давлением газа
7. Охлаждение и съем изделия.
Технико-экономическая эффективность:
1. Создание новой конструкции с повышенной на 30%
удельной прочностью.
2. Сокращение объема сварки плавлением и ликвидация
пайки.
3. Сокращение трудоемкости в 2…3 раза.
А.С. №1469716; А.С. №1757823 |
|
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ФОРМООБРАЗОВАНИЯ
ДВУХСЛОЙНЫХ РАДИАТОРНЫХ ПАНЕЛЕЙ
|
№ |
Операции |
Технологические режимы |
|
Температура,
 |
Давление,
МПа |
Время,
мин |
|
1 |
Подготовка
исходных заготовок (резка, обезжиривание, травление, промывка,
сушка) |
По
отдельным технологическим
процессам |
|
2 |
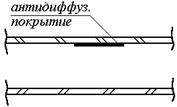
Нанесение
антидиффузионного покрытия на поверхности заготовок, соответствующие
каналам (титановые сплавы).
Ионное
травление в аргоне и вакуумное нанесение меди на поверхности
заготовок, подлежащих соединению (алюминиевые сплавы) |
То же |
|
3 |
Сборка
пакета из двух заготовок и установка в штамп и в вакуумную камеру |
То же |
|
4 |
Нагрев
заготовок с вакуумированием |
900...930 |
10
-3 мм рт. ст. |
До 200 |
|
510...530 |
0,5´10
-2 мм рт. ст. |
|
5 |
Подача
аргона на заготовки и диффузионная сварка заготовок с выдержкой под
давлением |
900...930 |
4...4,5 |
До 40..50 |
|
510...530 |
2,5...3,0 |
|
6 |
Силовое
смыкание штампа. Переключение подачи аргона между заготовками к
местам формообразования каналов. Формообразование давлением газа |
900...930 |
1...1,5 |
20...30 |
|
510...530 |
|
7 |
Снятие
давления, подача и выключение газа. Охлаждение при закрытом штампе в
проточном аргоне |
До 200 |
|
200...300 |
|
8 |
Раскрытие
штампа. Охлаждение. |
До 70 |
|
20...30 |
|
9 |
Раскрытие
камеры и съем изделия |
По
отдельным технологическим
процессам |
|
10 |
Подготовка к последующим операциям |
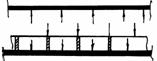
Эскиз
операции
|
№ |
Титановые сплавы |
Алюминиевые сплавы |
|
2 |
 |
 |
|
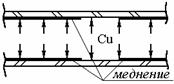
5 |
 |
 |
|
6
7 |
 |
 |
Экономическая эффективность
|
Увеличение удельной прочности изделия
(раз) |
15…2,0 |
|
Снижение массы (раз) |
1,2 |
|
Снижение трудоемкости (раз) |
2…3 |
|
Увеличение КИМ (с/до) |
0,3/0,95 |
А.С. № 1446789; А.С. № 1522586; А.С. № 1759583;
Патент № 2103132
|
|
ДВУХСЛОЙНЫЕ РАДИАТОРНЫЕ ПАНЕЛИ,
ИЗГОТОВЛЕННЫЕ ИЗОТЕРМИЧЕСКОЙ ПНЕВМОФОРМОВКОЙ И ДИФФУЗИОННОЙ СВАРКОЙ
ДАВЛЕНИЕМ |
|
Сплавы АМг6, 1511, 1911 и ВТ6
Габаритные размеры: длина – 2000 мм; ширина – 500 мм
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
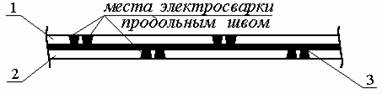
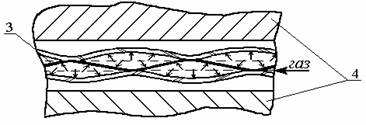
ФОРМООБРАЗОВАНИЯ ТРЕХСЛОЙНЫХ ГОФРОВЫХ ПАНЕЛЕЙ
|
№ п/п |
Операции |
Технологические режимы |
|
Температура,
|
Давление, МПа |
Время,
мин |
|
1 |
Подготовка исходных заготовок (резка, обезжиривание, травление,
промывка, сушка) |
По отдельным технологическим процессам |
|
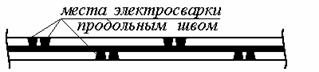
2 |
Электронно-лучевая сварка трех листов в
пакете с глубиной шва на две заготовки с переворотом пакета
заготовок |
То же |
|
3 |
Установка пакета из трех заготовок в штамп. Нагрев заготовок.
Закрытие штампа. Герметизация пакета по контуру прессовым давлением |
875...930 |
10...15 |
До 300 |
|
450...500 |
|
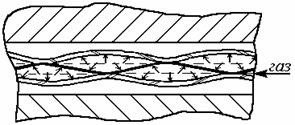
4 |
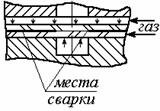
Подача газа в пакет. Формоизменение |
875...930 |
1...1,5 |
20 |
|
450...500 |
|
5 |
Выдержка под давлением газа |
875...930 |
1...1,5 |
10...15 |
|
450...500 |
|
6 |
Охлаждение в закрытом штампе при
постепенном сбросе давления газа |
До 200 |
|
До 300 |
|
7 |
Выключение подачи газа. Раскрытие
штампа. Охлаждение |
До 70 |
|
20...30 |
|
8 |
Полное раскрытие штампа. Съем изделия |
По отдельным технологическим процессам |
|
9 |
Подготовка к последующим операциям |
|
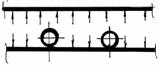
№ |
Эскизы операций |
|
2 |
 |
|
4 |
 |
|
5, 6, 7 |
 |
Экономическая эффективность
|
Увеличение удельной прочности изделия
(раз) |
1,5…2,0 |
|
Снижение массы (раз) |
1,2 |
|
Снижение трудоемкости (раз) |
2…3 |
|
Увеличение КИМ (с/до) |
0,3 / 0,95 |
А.С. № 1759583
|
ЭЛЕМЕНТЫ ТРЕХСЛОЙНЫХ ГОФРОВЫХ ПАНЕЛЕЙ,
ИЗГОТОВЛЕННЫХ ИЗОТЕРМИЧЕСКОЙ ПНЕВМОФОРМОВКОЙ И ДИФФУЗИОННОЙ СВАРКОЙ
ДАВЛЕНИЕМ |
Панели гофровые из титанового сплава ВТ14 и
алюминиевого сплава 1911
Габаритные размеры: длина – более 2000 мм; ширина –
500 мм; высота – до 50 мм
А.С. № 1469716
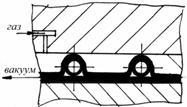
ТИПОВОЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
ФОРМООБРАЗОВАНИЯ ВАФЕЛЬНЫХ И ТРУБЧАТЫХ КОНСТРУКЦИЙ
|
№ |
Операции |
Технологические режимы |
|
температура,
 |
давление, МПа |
время,
мин |
|
1 |
Подготовка исходных заготовок (резка,
обезжиривание, травление, промывка, сушка) |
По отдельным технологическим
процессам |
|
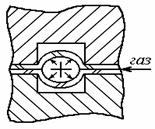
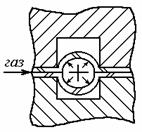
2 |
Ионное травление поверхностей листовых заготовок
в аргоне и вакуумное напыление меди (алюминий) |
То же |
|
3 |
Установка пакета заготовок (лист - каркас - лист)
в штамп и пресс-вакуумную камеру |
То же |
|
4 |
Нагрев заготовок в вакууме |
530 |
10-3 мм рт. ст. |
до 200 |
|
0,5х10-4 мм рт. ст. |
|
5 |
Смыкание штампа, подача аргона, формообразование
с закладным элементом |
530 |
0,7...1,0 |
20...30… |
|
6 |
Диффузионная сварка газом |
530 |
2,5...3 |
30 |
|
7 |
Охлаждение штампа в проточном аргоне при
выключенной вакуумной системе |
до 300 |
|
до 200 |
|
8 |
Раскрытие штампа и съем изделия |
при 50...70 |
|
до 200 |
|
9 |
Обрезка по контуру |
По отдельным технологическим
процессам |
|
10 |
Подготовка к последующим операциям |
То же |
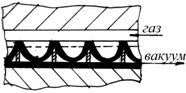
Эскиз операции
|
№ |
Вафельная панель |
Трубчатая панель |
|
2 |
 |
 |
|
5 |
 |
 |
|
6 |
 |
 |
Экономическая эффективность
|
Увеличение удельной прочности изделия
(раз) |
1,3 |
|
Снижение массы (раз) |
1,3 |
|
Снижение трудоемкости (раз) |
2 |
|
Увеличение КИМ (с/до) |
0,2/0,9 |
А.С. № 1446789; А.С. № 1757823
|