|
|
КОРПУСНАЯ АРМАТУРА ТРУБ
(штуцеры, переходники, патрубки,
крышки).
Локальный набор утолщений
|
|
Материалы: |
сталь 12Н18Н10Т;
алюминиевые сплавы 1201, АМг6. |
|
Основные размеры |
диаметр - 50…200 мм;
толщина - 1…5 мм. |
|
Схемы
обработки |
Основные операции:
1. Резка заготовок.
2. Нагрев зоны деформации в
штампе (алюминиевые сплавы -
 ;
титановые сплавы - ;
титановые сплавы -  С). С).
3. Прессовая обработка по
заданному режиму скорости и деформаций.
4. Очистка.
Технико-экономическая
эффективность:
1. Ликвидация сварки фланца
и механической обработки.
2. Увеличение прочности изделия в 1,5…2 раз.
А.С. №1349845; А.С.
№1223559; А.С. №1019431 |
|
1. Высадка законцовки
2. Набор наружного фланца |
3. Набор внутреннего фланца
4. Набор внутреннего и наружного фланцев |
|
|
ИЗОТЕРМИЧЕСКОЕ ВЫДАВЛИВАНИЕ |
|
|
Материалы: |
алюминиевые сплавы 1201;
АМг6; титановые сплавы ВТ14; ВТ6С;
сталь 12Х18Н10Т; сталь
(сплав) ЭП678. |
|
Основные размеры: |
диаметр - 20…70 мм; длина -
50…100 мм.; толщина - 3…10 мм. |
|
Схемы обработки
|
Основные операции: |
|
1. Прямое выдавливание |
2. Обратное выдавливание |
|
 |
 |
1. Резка прутка на
заготовки.
2. Отжиг, покрытие смазкой.
3. Нагрев в штампе
(450 ;
900…930;
1100). ;
900…930;
1100).
4. Прессовая операция по
заданному режиму.
5. Очистка.
Технико-экономическая
эффективность:
1. Ликвидация механической
обработки и сварки.
2. Повышение прочности
изделий на 30%.
3. Снижения трудоемкости
производства в 2…3 раза.
|
|
3. Комбинированное выдавливание
|
|
 |
 |
|
|
КОРПУСА
ПЕРЕХОДНИКОВ И ПАТРУБКОВ АРМАТУРЫ |
|
сталь 12Х18Н10Т, алюминиевый сплав АМг6, титановый сплав ВТ14
Основные размеры: диаметр – 20…70 мм; длина – 50…100 мм; толщина – 3…10 мм
|
ПОКОВКИ РОТОРА ТУРБО-НАСОСНОГО
АГРЕГАТА |
|

Поковка ротора ТНА (сплав АВ) |

Опора фермы (алюминиевый сплав АМг6) |
|

Ротор ТНА (сплав АВ) |

Бак |
Габаритные
размеры: диаметр – 300 мм; высота – 300 мм
|
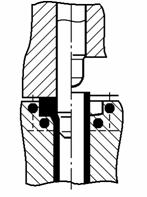
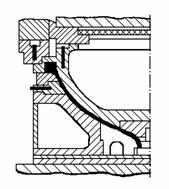
ОБРАТНОЕ ВЫДАВЛИВАНИЕ С
ПРОТИВОДАВЛЕНИЕМ |
|
Штамп для выдавливания изделий
с полостями сложной формы
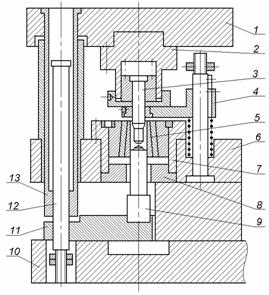
1 – верхняя плита; 2 – пуансонодержатель;
3 – пуансон; 4 – съемник; 5 –
трехбандажная матрица; 6 – обойма;
7 – матрицедержатель; 8 – подкладное
кольцо; 9 – выталкиватель;
10 – нижняя плита; 11 – коромысло;
12 – тяга; 13 – втулка |
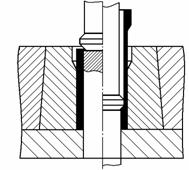
Выдавливание стаканов с фланцами при
противодавлении
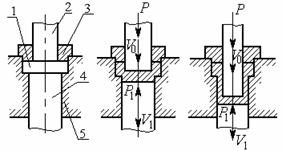
а
а – схема выдавливания; б – стаканы с
фланцами
1 – заготовка; 2 – пуансон; 3 – прижим; 4
– выталкиватель; 5 – матрица |
А.С. №633643; А.С. №748965; А.С. №949911
|
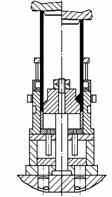
ВЫДАВЛИВАНИЕ ДЕТАЛИ ТИПА «КОРПУС»
С АКТИВНЫМИ СИЛАМИ ТРЕНИЯ |
|
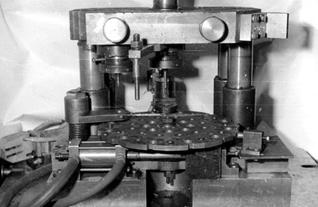
общий вид |
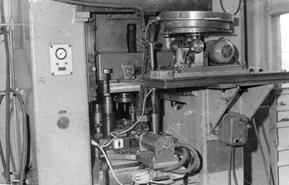
установлен на прессе модели К1230 |
Штамп для выдавливания деталей типа «Корпус»
А.С. №1018746; А.С. №949911; А.С. №518889
|
ВЫДАВЛИВАНИЕ НА МНОГОПЛУНЖЕРНЫХ
ПРЕССАХ |
|
Материалы: |
титановые сплавы ВТ6, ВТ6С;
стали 12Х18Н10Т; алюминиевые сплавы 1201, АМг6, 1420 |
|
Схема обработки
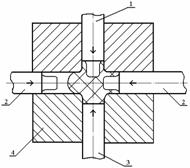
1 - верхний пуансон; 2 – боковой пуансон; 3 – нижний пуансон;
4 - матрица |
Основные операции:
1. Резка прутка на
заготовки.
2. Подготовка заготовок (галтовка,
покрытие смазкой).
3. Нагрев в печи.
4. Прессовая штамповка в
заданных режимах.
5. Очистка.
Технико-экономическая эффективность:
1. Повышение прочности за
счет упрочнения и структуры в 1,3…1,5 раз.
2. Высокая точность
изделий.
3. Сокращение расхода
металла на 20…25%.. |



 |
|

Переходники и патрубки (сталь 12Х18Н10Т,
титановый сплав ВТ6С, алюминиевый сплав АМг6) |
|